






Saviez-vous qu’une pièce parfaitement usinée en PA6 peut perdre sa précision dimensionnelle simplement à cause de l’hygrométrie ambiante de votre atelier ? Il est tout à fait compréhensible que vous éprouviez une certaine hésitation au moment de valider vos choix de matériaux. Une confusion entre la résistance aux chocs et la stabilité chimique face aux lubrifiants peut malheureusement entraîner une casse prématurée de vos composants industriels, nuisant ainsi à la rentabilité de vos installations.
Ce comparatif PA6 POM PEHD a été préparé avec la plus grande attention pour vous apporter une certitude technique totale dans vos futurs projets d’usinage. Nous serions honorés de partager notre expertise afin de vous aider à distinguer les propriétés mécaniques et thermiques de ces polymères, tout en tenant compte des nouvelles normes ISO publiées en avril 2026. Vous découvrirez ainsi comment prolonger la durée de vie de vos pièces d’usure en sélectionnant le matériau le plus adapté à vos contraintes réelles de frottement et d’exposition chimique. Ce guide vous offre un parcours structuré pour identifier la solution optimale et vous orienter vers un partenaire de découpe fiable, capable de traduire vos besoins spécifiques en réalisations concrètes et durables.
Points Clés
- Identifiez les propriétés fondamentales du Polyamide 6, du Polyoxyméthylène et du Polyéthylène Haute Densité pour garantir l’intégrité de vos composants mécaniques.
- Consultez notre comparatif PA6 POM PEHD détaillé afin d’évaluer précisément la résistance à la traction et le comportement thermique de chaque matériau selon vos contraintes.
- Apprenez à anticiper les variations dimensionnelles liées à l’humidité pour éviter toute déformation lors de l’utilisation de vos pièces en conditions réelles.
- Optimisez la longévité de vos installations en sélectionnant le polymère offrant la meilleure compatibilité chimique avec vos lubrifiants et agents de nettoyage industriels.
- Découvrez l’importance de la qualité des semi-produits, tels que les plaques ou les joncs, pour assurer un usinage de haute précision sans tensions internes résiduelles.
PA6, POM et PEHD : Les piliers des plastiques techniques industriels
Dans le domaine exigeant de la mécanique générale, la sélection des matériaux constitue le socle de toute réussite technique. Nous observons que trois polymères se distinguent par leur polyvalence et leur fiabilité éprouvée au fil des décennies. Si vous cherchez à optimiser vos processus de fabrication, ce comparatif PA6 POM PEHD vous permettra de comprendre pourquoi ces solutions sont devenues incontournables pour remplacer avantageusement les composants métalliques traditionnels.
L’allègement des structures est devenu un impératif stratégique, notamment dans le secteur automobile dont le marché mondial des plastiques devrait atteindre 51,49 milliards de dollars en 2026. En substituant l’acier ou l’aluminium par ces plastiques techniques, vous réduisez non seulement le poids de vos ensembles, mais vous gagnez également en résistance à la corrosion. La réussite de cette transition repose toutefois sur une adéquation parfaite entre la matière brute et les exigences de l’usinage final. Une précision au micron n’est possible que si le polymère choisi présente une stabilité interne irréprochable lors de la découpe.
Propriétés fondamentales et domaines d’application types
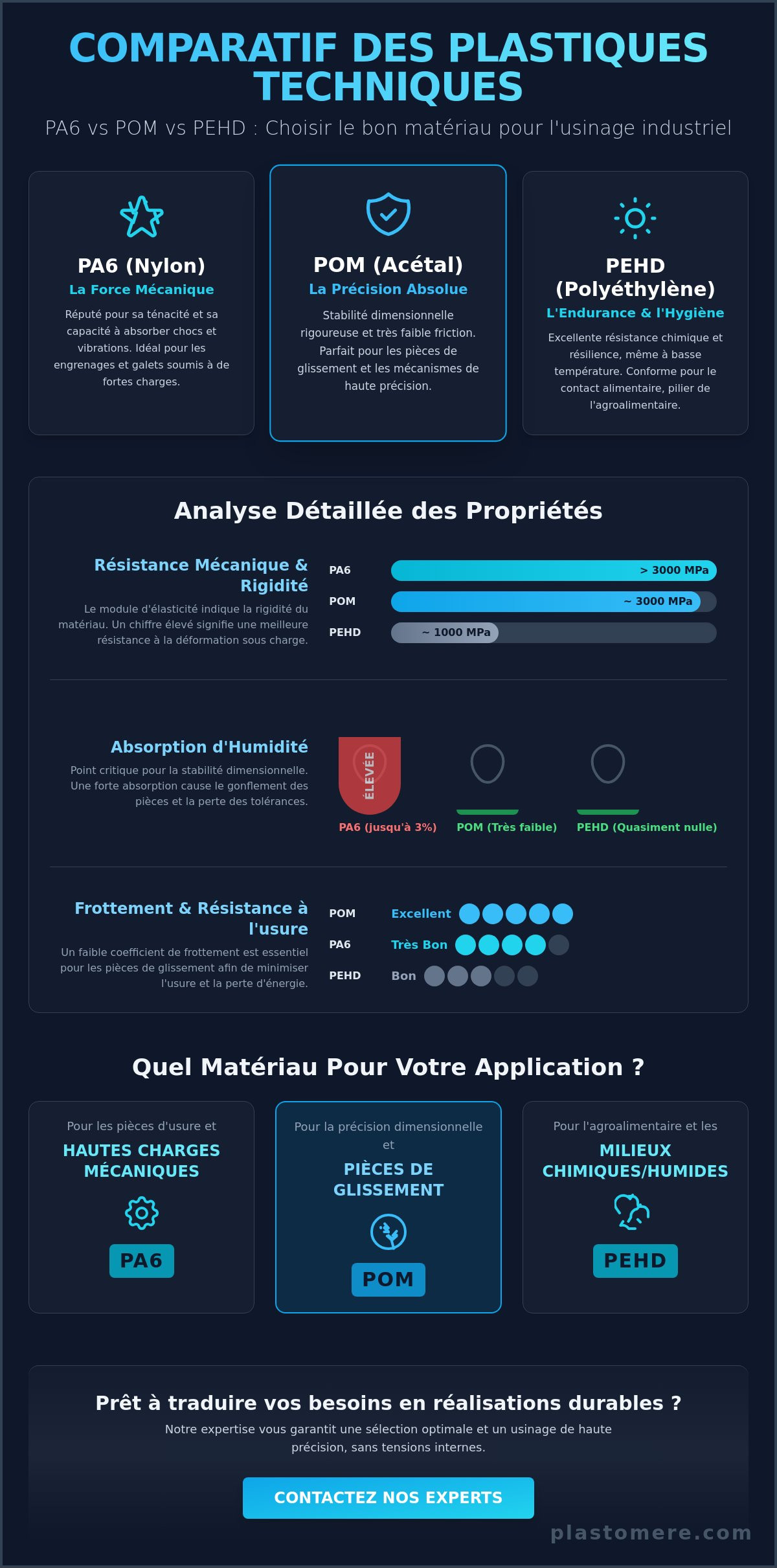
Le PA6 (Nylon) : la force mécanique
Appartenant à la famille des Polyamides (PA), le PA6 est réputé pour sa ténacité exceptionnelle. Il absorbe les chocs et les vibrations avec une efficacité que peu de matériaux égalent. C’est le choix privilégié pour les engrenages ou les galets soumis à de fortes charges. Nous attirons toutefois votre attention sur sa propension naturelle à absorber l’humidité, un facteur qu’il convient d’anticiper pour maintenir vos tolérances dimensionnelles sur le long terme.
Le POM (Acétal) : la précision absolue
Si vos plans exigent une stabilité dimensionnelle rigoureuse, le Polyoxyméthylène sera votre meilleur allié. Son très faible coefficient de frottement le rend idéal pour les pièces de glissement et les composants de précision. Contrairement au nylon, il n’est quasiment pas sensible à l’eau. C’est une matière noble qui s’usine avec une facilité déconcertante, offrant des finitions de surface d’une grande netteté. Ce comparatif PA6 POM PEHD souligne que le POM reste la référence pour les mécanismes complexes.
Le PEHD (Polyéthylène) : l’endurance et l’hygiène
Le Polyéthylène Haute Densité brille par sa résistance chimique et sa résilience. Avec un prix constaté à 949 USD/MT en mars 2026 en Allemagne, il offre un rapport performance-coût très attractif pour vos projets d’envergure. Sa conformité alimentaire naturelle en fait le pilier des industries agroalimentaires. Il encaisse les impacts sans rompre, même à des températures négatives. Pour toute question spécifique sur la faisabilité de vos pièces, nous vous invitons à prendre contact avec nos services pour un accompagnement sur mesure.
Comparatif technique : Comment choisir selon vos contraintes
La sélection d’un matériau ne doit jamais être le fruit du hasard, car chaque application impose ses propres défis mécaniques. Pour réussir votre comparatif PA6 POM PEHD, il convient d’analyser en priorité le module d’élasticité et la résistance à la traction. Le PA6 affiche une rigidité remarquable lorsqu’il est sec, dépassant souvent 3000 MPa, tandis que le PEHD privilégie la souplesse avec un module avoisinant les 1000 MPa. Le POM offre un équilibre idéal pour les composants devant supporter des cycles de charge répétés sans subir de déformation permanente.
Stabilité dimensionnelle et absorption d’humidité
C’est ici que se joue la précision finale de vos montages. L’un des points critiques souvent sous-estimés concerne l’affinité naturelle du nylon avec l’eau. Les Polyamide 6 properties incluent une capacité d’absorption pouvant atteindre 3 % de son poids, ce qui provoque inévitablement un gonflement de la pièce. Si vos tolérances d’usinage sont particulièrement serrées, cette variation peut rendre un assemblage impossible après quelques semaines d’utilisation. À l’inverse, le POM et le PEHD restent imperturbables en milieu humide. Pour vos applications immergées, nous vous suggérons de privilégier ces deux derniers afin de garantir une pérennité dimensionnelle sans faille.
Coefficients de frottement et résistance à l’usure
Le POM est le roi incontesté des engrenages et des paliers grâce à sa structure moléculaire qui lui confère un glissement exceptionnel. Le PEHD n’est pas en reste; sa résistance à l’abrasion en fait le matériau de prédilection pour les guides de chaîne et les revêtements de trémies. Ces polymères possèdent des propriétés autolubrifiantes naturelles, ce qui réduit considérablement vos futurs besoins en maintenance. Sur le plan budgétaire, le PEHD s’est imposé comme une solution très compétitive en mars 2026, avec un prix de 949 USD/MT constaté en Allemagne. Si vos contraintes techniques le permettent, ce choix optimisera vos coûts de production sans compromettre la fiabilité. Pour affiner ces critères selon vos plans, n’hésitez pas à solliciter un conseil personnalisé auprès de nos techniciens.
De la matière brute à la pièce usinée : L’expertise Plastiques Elastomères
La réussite d’un projet industriel ne s’arrête pas à la simple lecture d’un tableau de données. Pour que ce comparatif PA6 POM PEHD prenne tout son sens dans vos ateliers, la qualité intrinsèque des semi-produits est primordiale. Nous veillons à ce que chaque plaque, jonc ou tube que nous sélectionnons soit exempt de tensions internes. Des matériaux mal stabilisés lors de leur fabrication peuvent libérer des contraintes résiduelles pendant l’usinage, ce qui compromettrait irrémédiablement la géométrie finale de vos pièces de précision.
Nos techniciens mettent un point d’honneur à vous accompagner dès l’analyse de vos plans. Nous comprenons que chaque détail compte pour assurer la pérennité de vos installations. Si vos applications exigent une inertie chimique totale ou des températures dépassant les limites des polymères classiques, l’utilisation d’une plaque téflon s’avérera souvent être le complément indispensable à vos structures en PA6 ou en POM. Cette approche globale nous permet de vous proposer des solutions hybrides, parfaitement adaptées aux environnements les plus hostiles.
Usinage et découpe personnalisée sur mesure
Nous disposons des équipements nécessaires pour transformer vos ébauches en composants finis d’une précision chirurgicale. Que vous ayez besoin de bagues en PA6, de pignons en POM ou de glissières en PEHD, notre atelier assure une exécution conforme à vos tolérances les plus strictes. Ce comparatif PA6 POM PEHD souligne l’importance d’une vision globale, où la pièce usinée doit s’intégrer parfaitement dans son ensemble mécanique. La réalisation de composants sur mesure est également une étape clé pour garantir l’étanchéité de vos systèmes, notamment par la conception de le joint technique adapté à vos contraintes de pression et de température.
Nous restons à votre entière disposition pour l’étude de vos besoins spécifiques et la transmission de renseignements techniques complémentaires. Si vous souhaitez obtenir un devis ou un conseil personnalisé pour vos prochaines séries de fabrication, nous vous invitons à contactez nos experts. C’est avec une bienveillance sincère et une rigueur professionnelle que nous vous accompagnerons dans la concrétisation de vos projets industriels les plus exigeants.
Cette exigence de précision se retrouve également dans le domaine de l’éclairage architectural de prestige ; pour découvrir des composants de fixation de haute technicité, n’hésitez pas à en savoir plus sur Fibrepros et leurs solutions spécialisées.
Vers une performance durable pour vos composants techniques
La réussite de vos projets d’usinage repose sur cet équilibre subtil entre contraintes mécaniques et environnementales. Comme nous l’avons souligné, que vous privilégiez la résilience du PA6, la stabilité dimensionnelle du POM ou l’endurance chimique du PEHD, chaque choix doit servir la longévité de vos installations. Ce comparatif PA6 POM PEHD constitue une première étape essentielle pour sécuriser vos investissements et garantir l’efficience de vos pièces d’usure sur le long terme.
Forts d’une expertise française établie depuis 1978, nous mettons à votre service un large stock de semi-produits de haute qualité, incluant des plaques, des barres et des joncs. Nos techniciens réalisent l’usinage de précision de vos composants selon vos plans spécifiques, en veillant scrupuleusement au respect des normes industrielles les plus exigeantes. Nous serions honorés de mettre notre savoir-faire au profit de vos ambitions techniques et de vous accompagner dans la sélection du polymère idéal.
Nous restons à votre entière disposition pour étudier vos besoins et vous proposer les solutions les plus adaptées. Demandez un devis personnalisé pour vos pièces en plastiques techniques dès aujourd’hui. C’est avec une disponibilité sincère que notre équipe se tient prête à transformer vos exigences en réalisations concrètes et fiables.
Foire aux questions sur les plastiques techniques
Quelle est la principale différence entre le PA6 et le PA66 ?
La distinction majeure entre ces deux polyamides réside dans leur résistance thermique et leur capacité d’absorption d’humidité. Le PA66 présente un point de fusion plus élevé, atteignant environ 260°C, tandis que le PA6 se stabilise autour de 220°C. Si le PA66 offre une rigidité supérieure dans les environnements chauds, le PA6 se distingue par une meilleure résilience et une plus grande facilité de transformation. Le choix entre ces deux nuances dépendra donc de l’intensité des sollicitations thermiques prévues pour vos composants.
Peut-on utiliser le PEHD pour des pièces soumises à de fortes températures ?
Le PEHD n’est pas une solution adaptée pour des applications exposées à des chaleurs importantes en continu. Sa température d’utilisation maximale se situe généralement aux alentours de 80°C, ce qui s’avère nettement inférieur aux performances du PA6 ou du POM. Si vos pièces doivent évoluer dans un environnement thermique exigeant, nous vous suggérons d’orienter votre sélection vers des polymères plus stables afin d’écarter tout risque de déformation structurelle ou de perte de propriétés mécaniques.
Pourquoi le POM est-il souvent préféré au PA6 pour les engrenages de précision ?
Le POM est privilégié pour les mécanismes de précision en raison de sa stabilité dimensionnelle exceptionnelle et de sa quasi-insensibilité à l’humidité. Contrairement au PA6 qui peut subir des variations de cotes suite à l’absorption d’eau, le POM conserve une géométrie rigoureuse, assurant ainsi un engrènement fluide et constant. Dans un comparatif PA6 POM PEHD dédié à la mécanique fine, le POM s’impose comme la référence pour les composants exigeant des tolérances serrées et une excellente résistance à la fatigue cyclique.
Le PA6, le POM et le PEHD sont-ils compatibles avec un usage alimentaire ?
Ces trois matériaux disposent de nuances spécifiques certifiées pour le contact avec les denrées alimentaires. Il est toutefois impératif de s’assurer que le grade sélectionné respecte les dernières mises à jour législatives, notamment l’amendement européen entré en vigueur le 23 février 2026 concernant les matériaux plastiques. Nous nous tenons à votre entière disposition pour vous transmettre les certificats de conformité nécessaires et vous conseiller sur les matériaux répondant aux exigences sanitaires de vos lignes de production.
