






Et si la principale menace pour la précision de vos composants industriels n’était pas la dureté du matériau, mais sa propre chaleur ? Pour de nombreux professionnels, l’usinage du PEHD 1000 guide complet s’avère être un défi technique constant, où la moindre élévation de température transforme une pièce de haute précision en un rebut inutilisable. Vous avez sans doute déjà été confronté à ce phénomène frustrant où le polyéthylène fond sur l’outil ou se dilate au point de rendre les tolérances serrées impossibles à tenir, altérant ainsi la qualité de vos montages mécaniques.
Nous comprenons parfaitement les exigences de rigueur que réclame votre métier, car la qualité d’un état de surface n’est pas seulement une question d’esthétique, mais le gage d’un coefficient de frottement optimal et d’une longévité accrue pour vos pièces d’usure. À travers cet article, nous nous proposons de vous accompagner dans la maîtrise des paramètres de coupe et des spécificités techniques propres à ce polymère d’exception. Vous y découvrirez les meilleures stratégies CNC pour réduire vos temps de cycle, ainsi qu’un éclairage sur les nouvelles réglementations européennes de 2026 concernant les matériaux au contact des aliments. Notre objectif est de vous apporter les renseignements nécessaires pour garantir la conformité et l’excellence de toutes vos réalisations industrielles.
Points Clés
- Vous découvrirez pourquoi la masse moléculaire extrême du PEHD 1000 en fait le choix privilégié face aux grades 300 et 500 pour les applications à forte usure.
- Cet usinage du PEHD 1000 guide complet vous détaille l’utilisation des outils monotaille pour obtenir un état de surface impeccable sans échauffement excessif.
- Nous vous guiderons dans la mise en œuvre de stratégies de refroidissement efficaces afin de stabiliser vos composants et de respecter les tolérances les plus étroites.
- Vous apprendrez à concevoir des pièces de glissement conformes aux nouvelles normes de sécurité alimentaire de 2026 pour assurer la pérennité de vos installations.
Comprendre le PEHD 1000 : Propriétés et enjeux de l’usinage
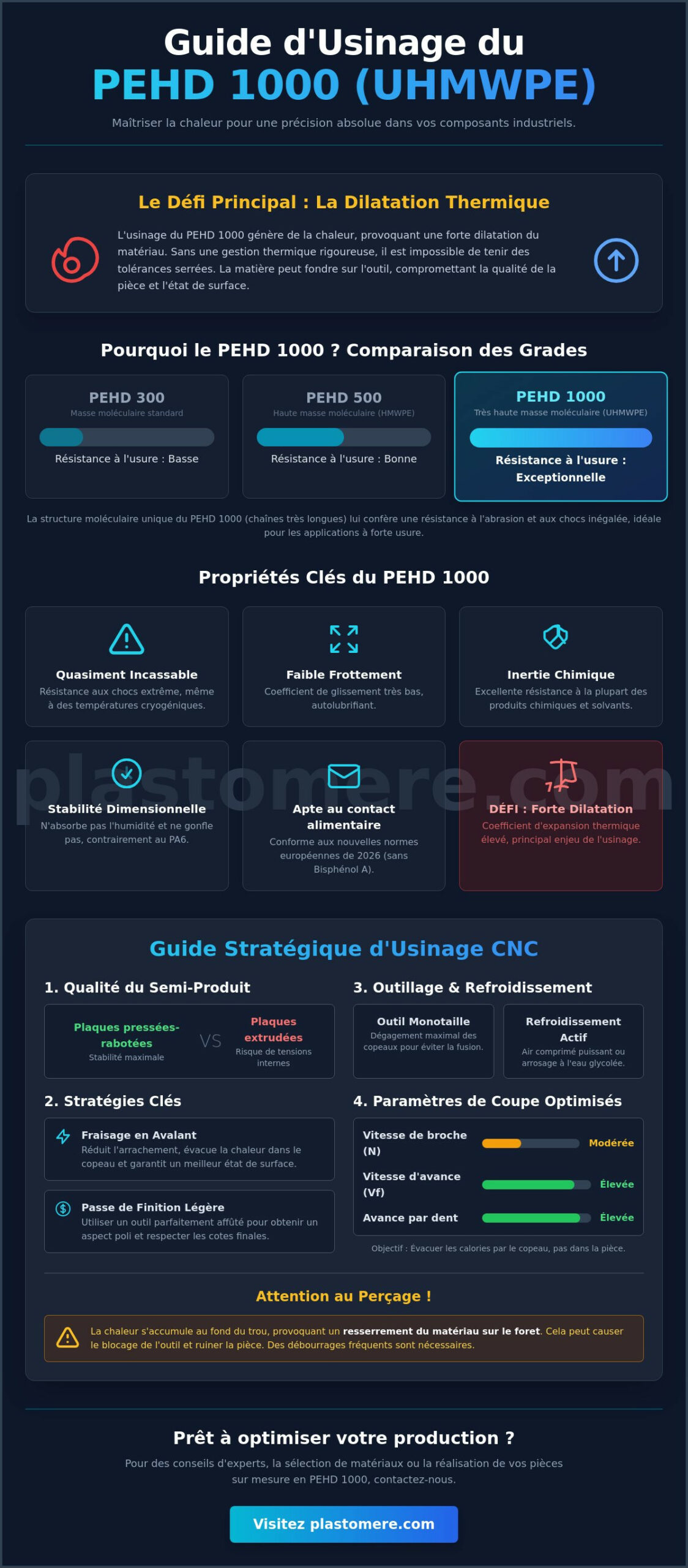
Le Polyéthylène à Haute Densité 1000, souvent désigné sous l’acronyme UHMWPE (Ultra-High Molecular Weight Polyethylene), se distingue par ses chaînes moléculaires d’une longueur exceptionnelle. Cette structure moléculaire unique confère au matériau une résistance à l’abrasion sans commune mesure avec les grades plus légers comme le 300 ou le 500. Si vous recherchez une solution durable pour des environnements soumis à des frottements mécaniques intenses, le grade 1000 s’impose comme le choix de référence. Il est d’ailleurs essentiel de maîtriser les Propriétés du polyéthylène haute densité pour comprendre pourquoi ce polymère réagit avec une telle souplesse sous l’outil de coupe.
L’un des défis majeurs de ce matériau réside dans sa dilatation thermique. Le PEHD 1000 possède un coefficient d’expansion élevé; la chaleur générée durant la coupe peut modifier les dimensions de la pièce en temps réel. Cette caractéristique technique est au cœur de notre usinage du PEHD 1000 guide complet. Par ailleurs, son inertie chimique totale et sa conformité aux nouvelles normes européennes de 2026, notamment le règlement (UE) 2026/250 limitant strictement l’usage du Bisphénol A, en font un allié précieux pour vos applications en milieu agroalimentaire.
Comparatif technique : PEHD 1000 vs autres plastiques techniques
Face au POM ou au PA6, le PEHD 1000 offre un coefficient de frottement nettement plus bas. Il facilite le glissement sans aucune lubrification externe. Tandis que le PA6 peut absorber l’humidité et gonfler, le PEHD reste parfaitement stable face aux liquides. Sa résistance aux chocs est telle qu’il est considéré comme quasiment incassable, même à des températures cryogéniques. L’UHMWPE s’est imposé comme l’étalon-or pour les revêtements industriels à haute usure depuis l’entrée en vigueur des standards de 2026.
L’importance de la qualité des semi-produits
La stabilité dimensionnelle de vos pièces dépend directement de la qualité des plaques brutes utilisées. Les tensions internes accumulées lors de la fabrication peuvent provoquer des déformations imprévues après l’enlèvement de matière. Nous préconisons l’usage de plaques pressées-rabotées plutôt qu’extrudées pour vos projets de haute précision. Si vous souhaitez obtenir des renseignements personnalisés pour la sélection de vos matériaux, nous vous invitons à nous solliciter via notre page de contact.
Guide technique de l’usinage CNC du Polyéthylène Haute Densité
La réussite d’une mise en forme de précision sur ce polymère repose sur une gestion thermique rigoureuse et une sélection d’outillage adaptée. Pour vos projets les plus exigeants, cet usinage du PEHD 1000 guide complet préconise l’usage exclusif de fraises à une seule dent, dites monotaille. Ces outils offrent un espace de dégagement maximal, ce qui permet d’évacuer les copeaux volumineux avant qu’ils ne s’échauffent et ne fusionnent sur le tranchant. Si vous travaillez sur des plaques de faible épaisseur, nous vous suggérons de porter une attention particulière au bridage; une pression excessive pourrait induire des déformations permanentes une fois la pièce libérée de ses fixations.
Le maintien d’une température basse est le garant de votre précision dimensionnelle. L’utilisation d’un soufflage d’air comprimé puissant ou, si votre équipement le permet, d’un arrosage à l’eau glycolée, stabilisera le matériau durant la coupe. Nous recommandons systématiquement de favoriser le fraisage en avalant. Cette stratégie de coupe permet à l’outil de mordre dans la partie la plus épaisse du copeau, ce qui réduit considérablement les risques d’arrachement de matière et garantit un état de surface d’une grande finesse.
Paramètres de coupe optimisés pour le grade 1000
Le calcul de la vitesse d’avance (Vf) doit être généreux pour éviter que l’outil ne frotte inutilement contre la matière. Une vitesse de broche (N) modérée, couplée à une avance par dent élevée, favorise l’évacuation des calories par le copeau lui-même. Pour vos opérations de finition, une passe légère avec un outil parfaitement affûté permettra d’obtenir cet aspect poli si recherché dans l’industrie. Si vous deviez rencontrer des difficultés pour définir ces réglages, notre équipe se tient à votre entière disposition pour vous transmettre des renseignements complémentaires via notre page de contact.
Tournage et perçage du PEHD 1000
Lors des opérations de perçage, l’accumulation de chaleur au fond du trou peut provoquer un resserrement du matériau sur le foret. Nous vous conseillons d’utiliser des forets avec un angle de pointe spécifique et de procéder par débourrages fréquents. En tournage, la gestion des copeaux filants est cruciale; l’emploi de plaquettes polies avec un brise-copeau efficace évitera que la matière ne s’enroule autour du mandrin ou de la pièce en rotation, préservant ainsi la sécurité de l’opérateur et l’intégrité du composant.
Applications industrielles et réalisation de pièces sur mesure
Le PEHD 1000 se trouve au cœur des systèmes de convoyage les plus sollicités, où ses propriétés de glissement font merveille. On le retrouve fréquemment sous forme de guides de chaîne, de pignons ou encore d’étoiles de manutention. Sa résistance exceptionnelle à l’abrasion assure une longévité remarquable aux bandes de glissement soumises à des cadences élevées. Dans le secteur agroalimentaire, sa conformité sanitaire et sa grande facilité de nettoyage répondent aux exigences d’hygiène les plus strictes de la filière.
Pour optimiser vos coûts de production, il est judicieux d’anticiper l’imbrication des pièces sur les formats de plaques standards lors de la phase de conception. Une étude attentive permet de réduire significativement le volume des chutes de matière. Confier la réalisation de vos composants critiques à un spécialiste de l’usinage garantit non seulement le respect scrupuleux de vos plans, mais aussi une gestion optimisée de la matière première. Cette approche collaborative permet de transformer un simple besoin technique en une solution industrielle pérenne.
Concevoir vos pièces pour l’usinage plastique
La réussite d’un projet de précision repose sur l’établissement de tolérances réalistes dès le dessin technique. Contrairement aux alliages métalliques, le PEHD 1000 réagit de manière sensible aux variations de température ambiante. Il est donc prudent de prévoir des jeux de fonctionnement adaptés et d’intégrer des congés de raccordement généreux dans vos conceptions. Ces rayons limitent les concentrations de contraintes et préviennent tout risque de fissuration prématurée sous charge. Nous vous invitons à consulter notre expertise pour vos pièces mécaniques usinées selon plan afin de valider la faisabilité technique de vos futurs composants.
Votre partenaire pour les plastiques techniques en France
Que votre projet concerne la fourniture de plaques de PTFE ou la transformation complexe du polyéthylène, nous disposons d’un stock complet pour répondre à vos impératifs de production. Cet usinage du PEHD 1000 guide complet souligne l’importance d’un accompagnement sur mesure pour sécuriser vos chaînes de montage. Notre équipe se fera un plaisir de vous conseiller sur le choix des matériaux les plus appropriés à vos contraintes opérationnelles spécifiques. Si vous souhaitez obtenir une étude personnalisée ou un devis détaillé, sachez que nous restons à votre entière disposition. Contactez nos experts techniques pour vos besoins nationaux et bénéficiez d’une réactivité exemplaire au service de votre performance.
Vers une performance durable pour vos composants industriels
La réussite de vos projets mécaniques repose sur une compréhension fine des interactions entre la matière et l’outil de coupe. À travers cet usinage du PEHD 1000 guide complet, nous avons souligné l’importance capitale d’une gestion thermique rigoureuse et d’une sélection d’outillage adaptée pour garantir la stabilité dimensionnelle de vos pièces. Que vous conceviez des guides de chaîne complexes ou des composants pour l’industrie agroalimentaire, la maîtrise de ces paramètres demeure le seul gage de fiabilité face aux exigences de précision de 2026.
Depuis 1978, notre maison cultive une expertise reconnue dans la transformation des plastiques techniques de haute performance. Nous mettons à votre disposition un stock national conséquent de plaques et joncs en PEHD, ainsi qu’un service de découpe et d’usinage sur mesure rigoureusement conforme à vos plans. Si vous souhaitez concrétiser vos projets avec l’appui d’un partenaire engagé et disponible, nous serions honorés de vous accompagner. Nous vous invitons dès à présent à demander votre devis personnalisé pour l’usinage de vos pièces en PEHD 1000 auprès de nos conseillers techniques. Nous restons à votre entière disposition pour transformer vos défis industriels en succès durables.
Foire aux questions sur l’usinage du PEHD 1000
Quelle est la différence entre le PEHD 500 et le PEHD 1000 pour l’usinage ?
La différence fondamentale réside dans la masse moléculaire, nettement plus élevée pour le grade 1000, ce qui lui confère une résistance à l’abrasion et aux chocs bien supérieure. Lors de la coupe, le PEHD 1000 se montre plus élastique et « nerveux » que le grade 500. Cette souplesse exige des outils parfaitement affûtés pour éviter que le matériau ne se déforme sous la pression de la plaquette ou de la fraise.
Pourquoi le PEHD 1000 fond-il pendant l’usinage et comment l’éviter ?
Le PEHD 1000 fond lorsque la chaleur générée par la friction dépasse sa température de fusion relativement basse, souvent à cause d’une vitesse d’avance trop faible ou d’un outil émoussé. Pour prévenir ce désagrément, nous vous conseillons d’augmenter l’avance par dent et d’utiliser des fraises à une seule dent. Une évacuation rapide du copeau, aidée par un jet d’air comprimé, emportera les calories loin de la zone de travail.
Peut-on tarauder ou fileter du PEHD 1000 ?
Il est tout à fait possible de réaliser des filetages ou des taraudages, bien que l’élasticité du matériau tende à refermer le filet sur l’outil. Nous préconisons l’usage de tarauds spécifiques pour plastiques ou, idéalement, le recours au fraisage de filets pour garantir une précision optimale. Si vous utilisez des outils conventionnels, prévoyez un perçage légèrement plus grand pour compenser le retrait élastique naturel du polymère.
Quelles tolérances peut-on atteindre avec l’usinage CNC du PEHD ?
L’usinage CNC permet généralement d’atteindre des tolérances de classe IT10 à IT11 sur des pièces de dimensions moyennes. Ce usinage du PEHD 1000 guide complet souligne toutefois que la dilatation thermique importante du matériau limite la précision sur les composants de grande taille. Pour obtenir des cotes plus serrées, il est indispensable de stabiliser la température des pièces avant tout contrôle métrologique final.
Le PEHD 1000 nécessite-t-il une lubrification spécifique lors de la coupe ?
Une lubrification n’est pas strictement nécessaire grâce aux propriétés auto-lubrifiantes du matériau, mais elle reste recommandée pour la gestion thermique. L’utilisation d’une émulsion aqueuse ou d’un soufflage d’air refroidi facilitera grandement l’obtention d’un état de surface poli. Cette assistance au refroidissement prévient également l’adhérence des copeaux sur les listels de vos forets ou sur les faces de coupe de vos outils.
Comment stabiliser une pièce en PEHD 1000 après usinage ?
La stabilisation s’obtient idéalement par un repos de la pièce à température ambiante pendant vingt-quatre heures avant les finitions critiques. Si l’usinage a libéré des tensions internes importantes, un cycle de recuit thermique peut s’avérer nécessaire pour garantir la géométrie finale. Nous vous suggérons également de stocker vos semi-produits bien à plat afin d’éviter tout voilement naturel avant leur passage sur le centre d’usinage.